E7018 Welding Rod Specifications

Esab 7018 Electrodes
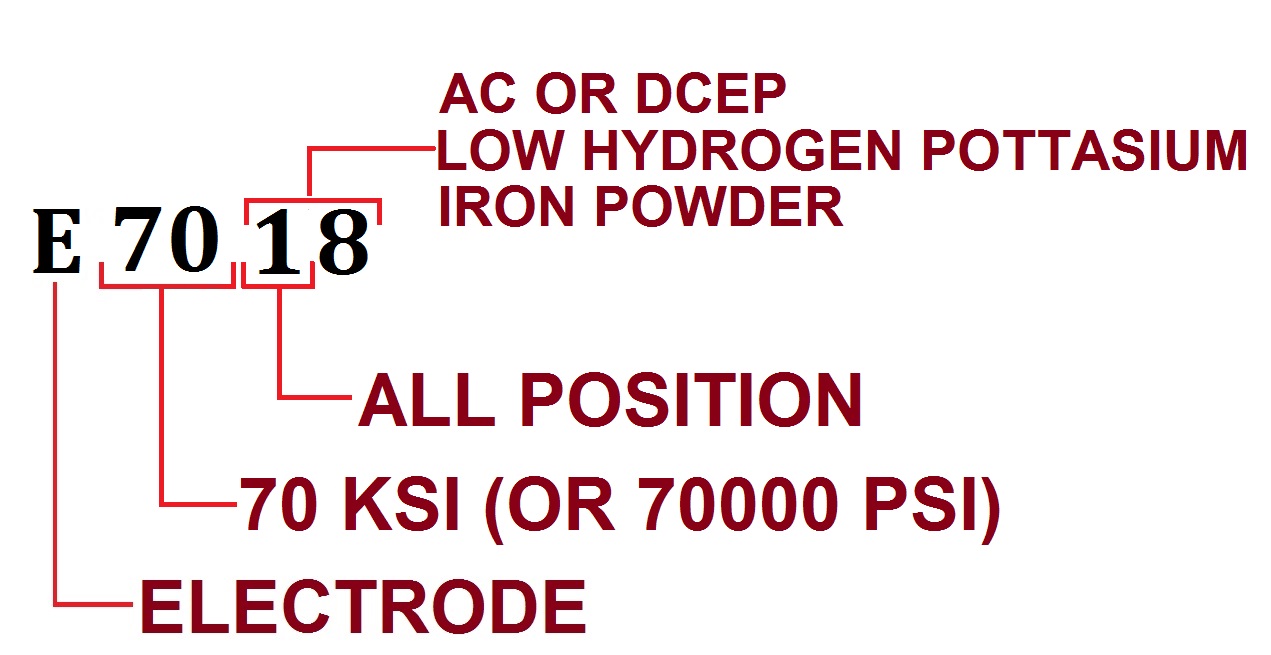
Welding Electrodes Understanding The Smaw Electrode Symbols Welding Ndt

Excalibur 7018 Mr
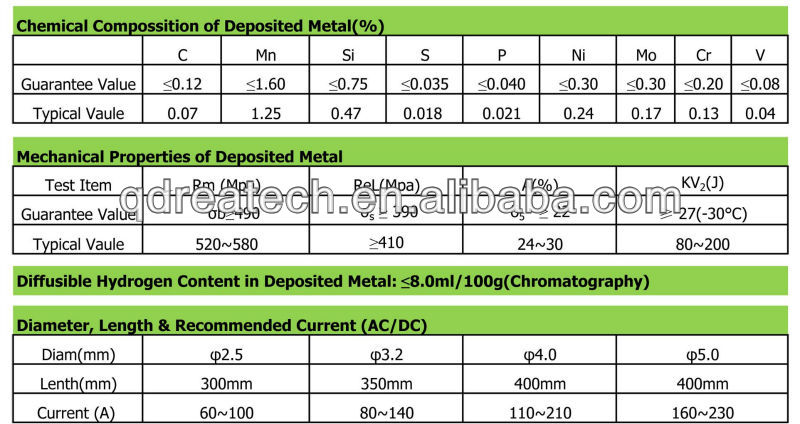
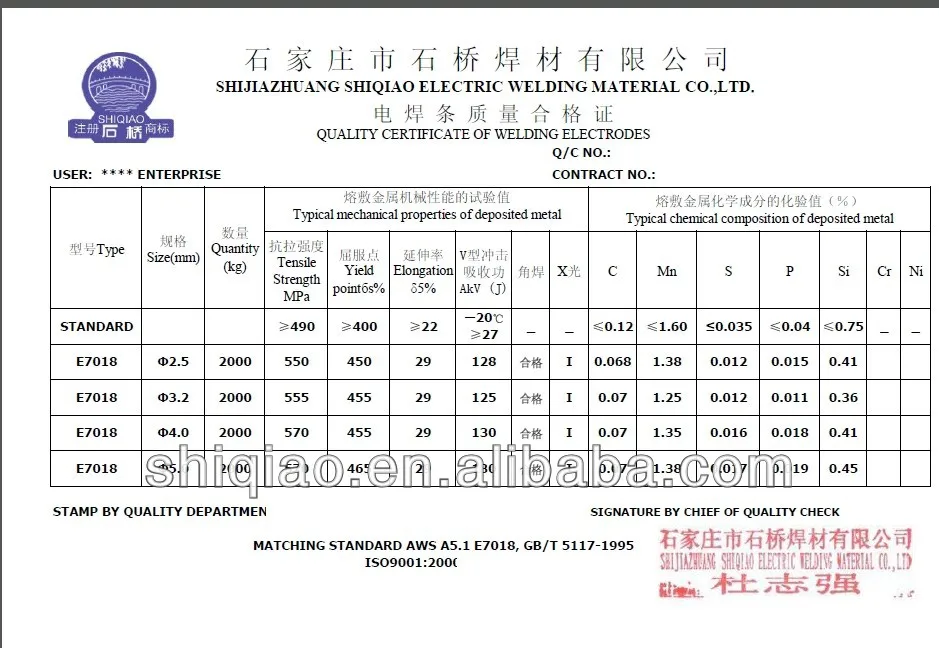
Specification Of Low Hydrogen Welding Electrode E7018 Buy Welding Electrode E7018 Specification Of Welding Electrode E7018 Welding Electrode Product On Alibaba Com
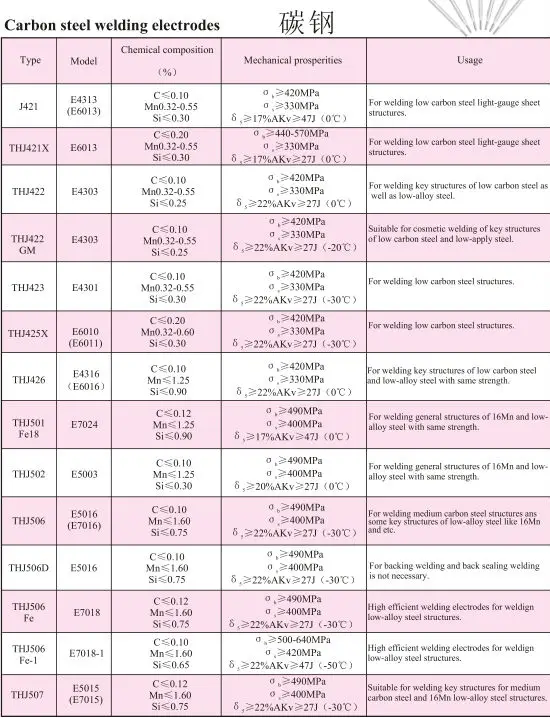
Easy Arc Welding Electrode E6013 View E6013 Easy Weld Electrodes Stone Bridge Brand Product Details From Shijiazhuang Shiqiao Electric Welding Materials Co Ltd On Alibaba Com

7018 Welding Rod Meanings And Its Amperage Settings Applications Features Mechanicwiz Com
The 70 corresponds to a tensile strength of up to 79 900 pounds per inch psi.
E7018 welding rod specifications.

Welding Rod Sizes And Uses What Welding Rod Do I Use Tool Faqs

Atlantic Welding Rod Specification Welding Material 2 5 3 2 4 0 Mm Mild Steel Aws E6013 E7018 For Sale Carbon Steel Welding Electrode Manufacturer From China 107559252

China Copper Bridge Brand Specification Of Welding Electrode E6013 E7018 J421 E6011 On Global Sources

Welding Electrodes 7018 Welding Electrodes Wholesale Distributor From Pune

E7018 Welding Rod Specification 2 5mm Welding Electrodes 7018 E6013 E6011 E7013 View Welding Electrodes 7018 Xunzhuo Product Details From Hunan Xunzhuo Import Export Co Ltd On Alibaba Com

Welding Market Super Quality Welding Electrode Specification E6013 E7018 Buy Welding Electrode Specification Specifications Welding Electrode E7018 Apollo Electrodes Welding Product On Alibaba Com

China E7018 Electrodes Welding Welding Electrode Manufacturer Specification Of Welding Electrode Rods China Welding Stick Welding Consumble

N 7018

China China High Quality And Low Cheap Price Specification Of Welding Rod E6010 E6013 E7018 On Global Sources

Weldingcity 10 Lb Stick Welding Electrode E7018 3 32 Carbon Steel Rods 10 Box Amazon Com

E7018 Welding Rod 3 2mm Buy E7018 Welding Rod 3 2mm Oerlikon Welding Electrodes E7018 Specifications Of Welding Electrode 7018 Product On Alibaba Com

Welding Electrode Numbers Mean Google Search Welding Electrodes Welding Table Welding Rods

Shop Forney 30801 1 8 1 Lb E7018 Welding Rod Overstock 11637712

89901 7018 Welding Rod 3 32 Imperial Supplies

China E7016 Welding Rod Specification Mild Steel Welding Electrode Aws E7018 Welding Rod E6010 China Welding Stick Welding Consumble

China E6013 7018 Welding Electrodes China Welding Electrode Welding Rod

Lincoln Electric Excalibur 1 8 In X 14 In 7018 A1 Mr Electrode 50 Lb Ed032876 The Home Depot

China Aws E7018 Carbon Steel Welding Electrode China Welding Rod Welding Electrode
1

E7018 Low Hydrogen High Tensile Welding Electrode Rod 14 X 1 8 Pack 55 Lb Amazon Com

Welding Hacks This Contact Form Welding Training Welding Projects Welding
Aws E6013 E7018 Welding Rod Welding Electrode Buy Aws E6013 E7018 Welding Rod Welding Electrode Welding Electrode Welding Electrode Product On Alibaba Com

China Welding Electrodes E7016 E7018 With Top Grade China Welding Electrode E7016

Forney 5 32 In E7018 Welding Rod 5 Lb 30905 The Home Depot
Source : pinterest.com
